
全國咨詢熱線
全國咨詢熱線

軸類鍛件表面硬度及硬度均勻性是技術要求和常規檢驗的主要項目。硬度間接體 現了耐磨性能等,生產中多選用回彈式肖氏D型硬度值HSd來表示。
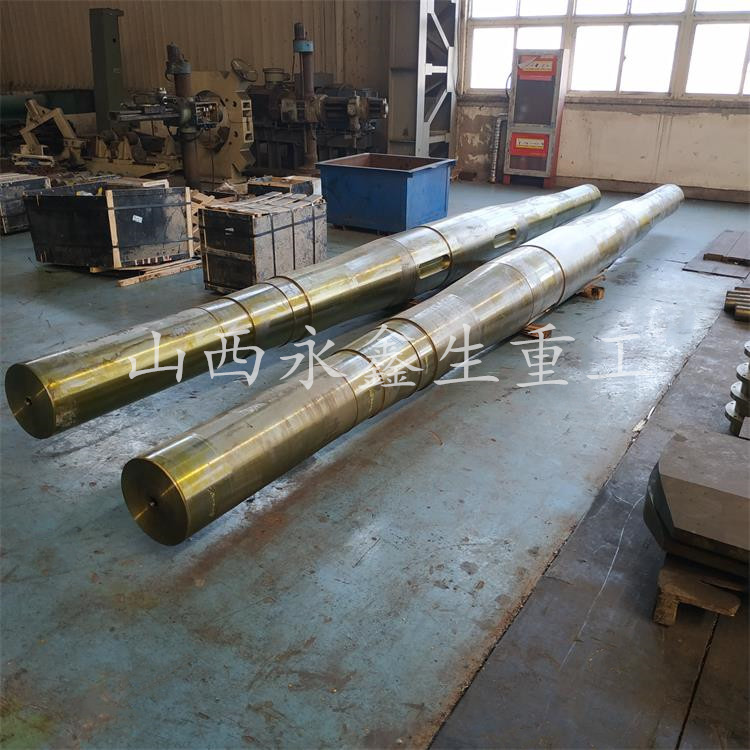
軸類鍛件硬度要求主要根據與之相接觸的工作輥或中間輥的硬度水平,兩者要保持一個恰當的匹配關系。由接觸疲勞機理研究的結論,支承輥硬度應低于接觸件硬度10-25個HS單位,有利于改善接觸區疲勞現象。軸類鍛件硬度過低耐磨性差,且容易出現“起皮”現象,即輥面淺層產生塑性變形進而產生表面小剝落;而硬度過高則出現脆性大剝落的機會增加。因為淬硬層斷裂韌性值低,一旦出現裂紋便迅速擴展,造成嚴重的大塊剝落。硬度過高還會引起軸類鍛件接觸疲勞損傷和過快磨損,縮短軸類鍛件修磨周期。
近年來,冷、熱帶鋼連軋機軸類鍛件硬度已經普遍提高,特別是熱帶鋼軋機工作輥陸續開發推廣了離心復合高鉻鑄鐵輥、離心復合高鉻鋼輥和高合金無限界冷硬鑄鐵輥,硬度水平達到70-83,相應要求提高軸類鍛件硬度。現在的軸類鍛件材料和制造技術已經可以滿足這種硬度為55-75的大型優質軸類鍛件。同時,高硬度軸類鍛件的使用維護技術也積累了許多經驗。
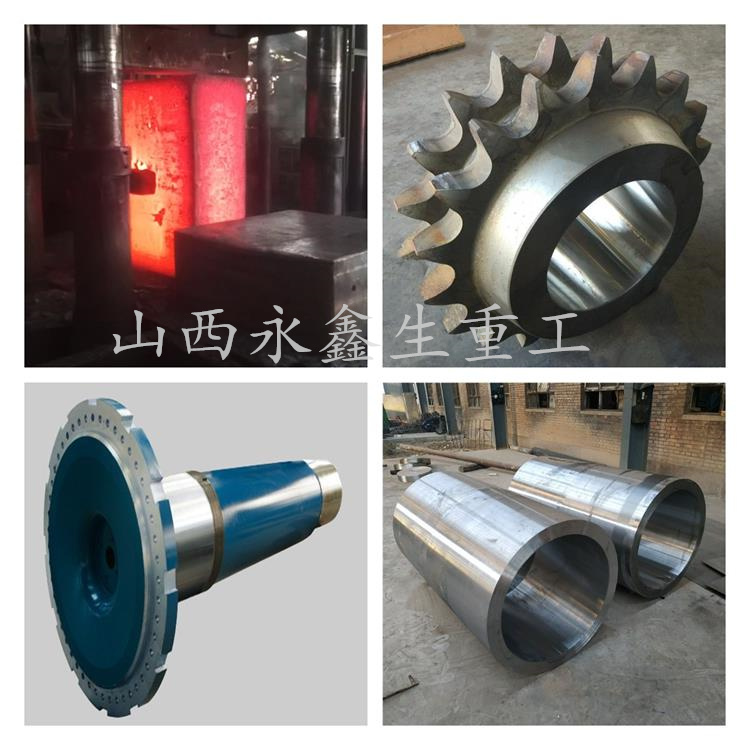
厚板軋機超大型軸類鍛件尺寸龐大,重址很大,軋制速度相對于帶鋼連軋機要小得多。所以,耐磨性和硬度要求也要低一些。
楊先生

微信二維碼
微信號:13283506666
