
全國咨詢熱線
全國咨詢熱線

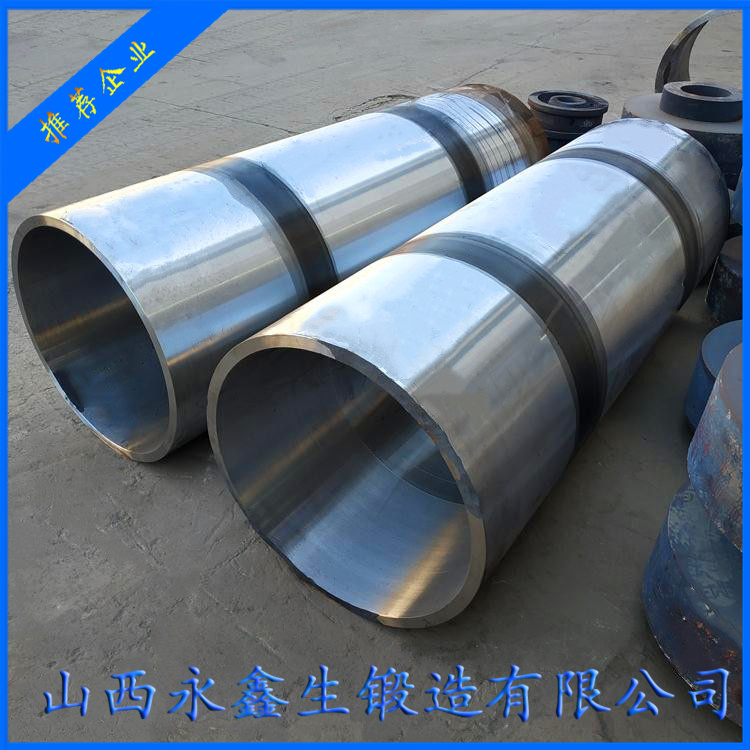
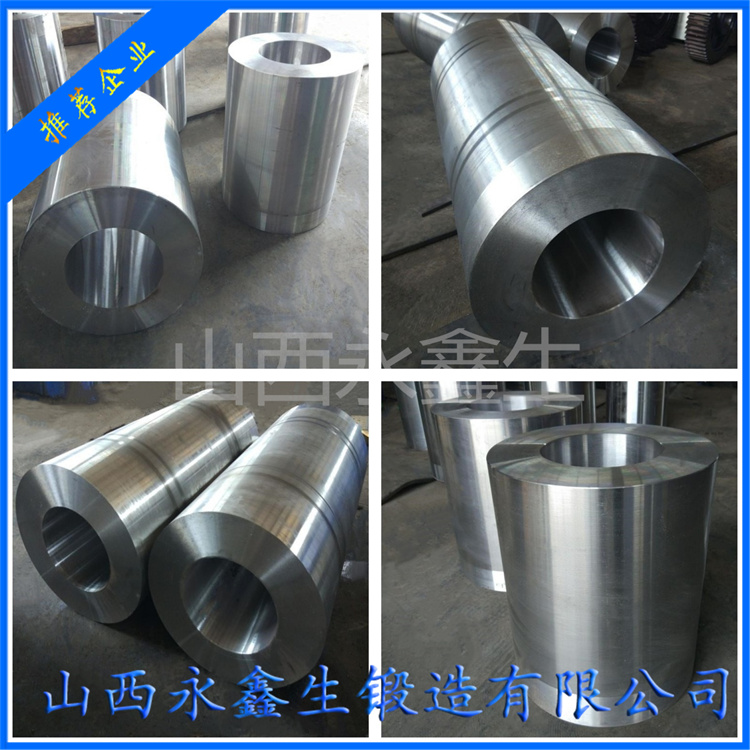
鍛造缸體作為發(fā)動機、液壓系統(tǒng)等設備的核心部件,其制造技術融合了材料科學、塑性成形和精密加工等
多學科知識。以下從七個維度系統(tǒng)講解關鍵技術要點:
一、材料優(yōu)選與預處理
材料科學選型
高強度應用首選42CrMo4(屈服強度≥950MPa),航空領域采用Ti-6Al-4V(比強度達240MPa·cm3/g)
新型粉末冶金鋼(如ASP2023)可實現(xiàn)晶粒度ASTM 10級
坯料預處理
多向鐓拔鍛造比≥6:1(傳統(tǒng)工藝僅3:1),確保各向異性Δ≤8%
鋁合金坯料需進行均勻化處理(500℃×12h)
二、精密鍛造工藝
模鍛技術創(chuàng)新
等溫模鍛:鋁合金在400±5℃成形,流動應力降低60%
分流鍛造:缸筒部位金屬流速控制在0.8-1.2mm/s
形性協(xié)同控制
采用DEFORM-3D模擬優(yōu)化模具結構,使應變均勻度≥85%
精密控溫鍛造:終鍛溫度誤差±15℃(傳統(tǒng)工藝±50℃)
三、熱處理強化體系
梯度熱處理技術
激光局部淬火:缸孔表面硬度HRC58-62,過渡區(qū)硬度梯度≤5HRC/mm
雙頻感應淬火:硬化層深度波動≤0.1mm
殘余應力調(diào)控
深冷處理(-196℃×2h)使殘余奧氏體<3%
振動時效處理消除95%以上殘余應力
四、高精度加工
智能加工策略
缸孔珩磨采用主動測量系統(tǒng),實時補償(精度±1μm)
主軸承座面采用刮削工藝,平面度達0.005mm/m
表面完整性控制
超聲輔助滾壓:表面粗糙度Ra≤0.1μm,殘余壓應力-800MPa
微坑加工技術:儲油坑直徑50-100μm,密度200-300個/mm2
五、質(zhì)量檢測技術
三維全尺寸檢測
藍光掃描儀檢測:點距0.02mm,全尺寸比對時間<3min
CT內(nèi)部缺陷檢測:分辨率5μm(傳統(tǒng)UT僅100μm)
疲勞性能預測
微磁檢測技術:通過Barkhausen噪聲預測疲勞壽命(誤差<10%)
六、典型工藝路線
高壓共軌柴油機缸體鍛件示例:
真空熔煉42CrMoV鋼錠([O]≤15ppm)
20000t液壓機多向鍛造(應變速率0.1s?1)
計算機控制差溫熱處理(920℃→620℃梯度冷卻)
五軸聯(lián)動加工中心(定位精度0.003mm)
脈沖電解珩磨(去除量0.02-0.05mm)
氦質(zhì)譜檢漏(泄漏率≤1×10??Pa·m3/s)
七、技術經(jīng)濟性分析
技術指標 傳統(tǒng)鍛造 先進鍛造工藝 提升幅度
材料利用率 45-55% 68-75% +40%
疲勞壽命 5×10?次 2×10?次 300%
加工工時 22小時 14小時 -36%
廢品率 3-5% 0.8-1.2% -70%
技術發(fā)展前沿:
數(shù)字孿生鍛造系統(tǒng):實時修正工藝參數(shù)(德國SMS集團已實現(xiàn))
超短流程工藝:鍛件余熱直接用于熱處理(節(jié)能30%)
復合增材制造:局部激光熔覆耐磨合金(壽命提升5倍)
鍛造缸體鍛件技術正向著"近凈成形-組織可控-智能檢測"一體化方向發(fā)展,最新技術可使產(chǎn)品重量減輕20%
的同時強度提升15%,滿足國六/歐Ⅶ等嚴苛排放標準對發(fā)動機輕量化的要求。
楊先生

微信二維碼
微信號:13283506666
